TPE包覆成型設計之五大影響因素
一、流長比對TPE產品成型的影響
(一)TPE包覆成型產品的長度取決于材料的熔融溫度
為獲得優異的包膠性能,建議產品設計的流長比控制在80~120
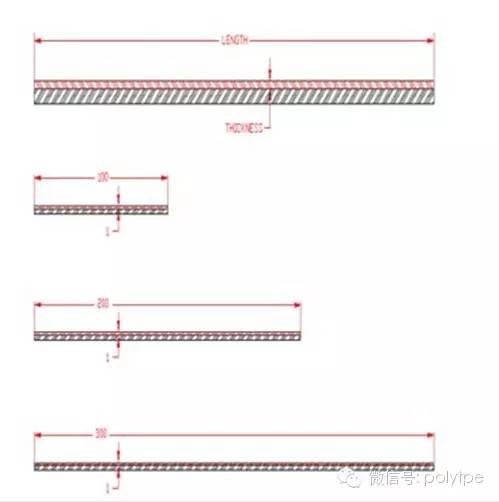
產品流長比超過150,建議增加進點,建議TPE的包膠厚度大于1mm,否則將影響包膠性能,如果TPE包膠厚度較薄,建議增加機械機構(參考:polyone)
(二)背景知識:
流長比:熔料從噴嘴出口處流至制品最遠距離L與制品壁厚H之比
流動比是指塑料熔體在模具中進行最長距離流動時,其各段料流通道及各段模腔長度與其對應截面高度(或截面厚度)比值的總合。
流長比則有另外的含義,通常用螺旋長度來表示(螺旋曲線的厚度和寬度是有要求的),是指規定注塑溫度、規定的注塑壓力和速度、規定的模具溫度下,所能產生的螺旋曲線的長度。
流長比比MI指更直接的反映了材料注塑時的流動性,但MI應用更廣泛,而且單一的從MI一個指數中就能粗略的看出材料的一些性能。
二、,頂出對TPE產品成型的影響
(一)TPE項出設計:
建議產品脫模角度單邊1.5~3°
建議在拉料針后端增加冷料井
建議頂針表面增加皮紋避免產品年在頂針上
包覆成型時,盡量將頂針布置在硬膠產品上
(二)背景知識:
注塑機頂出形式有機械頂出和液壓頂出二種,有的還配有氣動頂出系統,頂出次數設有單次和多次二種。頂出動作可以是手動,也可以是自動。頂出動作是由開模停止限位開關(或電子尺)來啟動的。
操作者可根據需要,通過調節頂出行程開關(或電子尺的刻度距離)來實現的。頂出的速度和壓力亦可通過電腦中的數字量的定來實現,頂針運動的前后距離由行程開關(或電子尺的設定位置)確定。
三、收縮對TPE產品成型的影響
(一)收縮對TPE產品成型的影響
TPE收縮范圍在1%~2.5%,工程塑膠收縮范圍0.2%~1.4%,
建議基材的厚度兩倍于TPE產品厚度
在基材包覆成型面上增加筋位會導致TPE成型后外表面產生熱縮印問題
當TPE材料整個包覆于工程塑膠時,應注意熱收縮引起的翹曲曲效應(參考:polyone)
(二)背景知識:
材料成型時,會因冷卻產生產品尺寸比模具尺寸縮小的現象,成型收縮率即用百分比來表示此縮小的程度。通常結晶樹脂比非結晶樹脂收縮得更厲害。成型收縮率可以通過調節注塑溫度及壓力等成型條件得到適度的調整。
產生收縮的原因:
成型工藝中,因壓力與溫度的變化,有可能出現收縮差異。
注塑成型工藝中,樹脂若只存在加熱和冷卻的話,可以按考慮好的填充到模腔內的樹脂的收縮率進行再填充。但實際上,因同時受到壓力和溫度的變化,收縮差異仍會發生。
產生收縮的過程:
注塑成型時,樹脂經加熱熔融后體積膨脹。
將體積膨脹的熔融樹脂填充到空間限定的模腔內后,實施冷卻,在這個過程中樹脂體積將減小,此時的體積減小率就是成型收縮率。
四、排氣設計對TPE產品成型的影響
(一)TPE排氣設計:
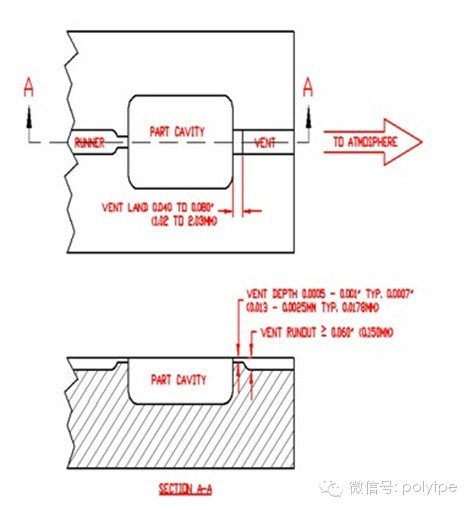
設計排氣的目的是能順利導出模具內氣體從而避免產品表面發生困氣的問題
排氣需設計在膠料流動末端或者模具分型面
TPE排氣槽深度0.01~0.025mm,一般情況下,包膠力降低表示包膠區域存在困氣問題
包覆成型時,有時需在基板上設計增加排氣孔
(以上參考:polyone)
(二)背景知識:
1排氣槽的作用與設計
1.1排氣槽的作用
排氣槽的作用主要有兩點。一是在注射熔融物料時,排除模腔內的空氣;二是排除物料在加熱過程中產生的各種氣體。越是薄壁制品,越是遠離澆口的部位,排氣槽的開設就顯得尤為重要。另外對于小型件或精密零件也要重視排氣槽的開設,因為它除了能避免制品表面灼傷和注射量不足外,還可以消除制品的各種缺陷,減少模具污染等。那么,模腔的排氣怎樣才算充分呢?一般來說,若以最高的注射速率注射熔料,在制品上卻未留下焦斑,就可以認為模腔內的排氣是充分的。
1.2排氣方式
模腔排氣的方法很多,但每一種方法均須保證:排氣槽在排氣的同時,其尺寸設計應能防止物料溢進槽內;其次還要防止堵塞。因此從模腔內表面向模腔體外緣方向測量,長6~12mm以上的排氣槽部分,槽高度要放大約0.25—0.4mm。另外,排氣槽數量太多是有害的。因為如果作用在模腔分型面未開排氣槽部分的鎖模壓力很大,容易引起模腔材料冷流或裂開,這是很危險的。除了在分型面上對模腔排氣外,還可以通過在澆注系統的料流末端位置設排氣槽,以及沿頂出桿四周留出間隙的方式達到排氣的目的。因為排氣槽開的深度、寬度以及位置的選擇;如果不適當,產生的飛邊毛刺,將影響制品的美觀和精度。因此上述間隙的大小以防止頂出桿四周出現飛邊為限。這里應特別注意的是:齒輪這樣的制件在排氣時,可能連最微小的飛邊也是不希望有的。這一類制件最好采用以下方式排氣:①徹底清除流道內氣體;②用粒度為200#的碳化硅磨料對分型面配合表面進行噴丸處理。另外,在澆注系統料流末端開設排氣槽主要是指分流道末端位置的排氣槽,其寬度應等于分流道的寬度,高度視材料而異。
五、拋光模具面會引起TPE粘模問題
(一)皮紋面有效避兔TPE產品粘模問題產生
建議采用深度大約在0.025mm噴砂或EDM火花紋處理模具表面
整個流道系統包括進點位置建議表用較粗紋面加工,如有需要,建議在模具火花紋表面上再增加一層鐵佛龍涂層
(二)背景知識:
噴砂,皮紋和火花紋都屬于模具表面處理范疇,這三種表面處理技術,其中噴砂和皮紋我們用的比較多,留火花紋的也有一些,但是不太多。對于塑料模具的噴砂,皮紋和火花紋的三種工藝,做一個概括性的解釋。
皮紋是通過化學藥水腐蝕方法制成。皮紋面得種類最多,可以仿制各種效果面。對于皮紋加工的價格相差非常大,皮紋工藝的技術含量高。對于不同的皮紋,價格相對比較低。但是對于用于汽車內飾件模具和家電模具等的立體皮紋,價格就要貴的多了。
噴砂就是把石英砂通過一定氣壓的氣槍射向模具表面,從而在塑料模具表面形成一層磨砂面。當塑料模具注塑產品的時候,就會在產品表面形成磨砂效果。一般噴砂分為細砂和粗砂兩種。對于噴砂處理,塑件的表面容易磨掉。
火花紋指的就是電火花塑料模具加工后留下的紋路。對于火花紋往往模具放電加工后,產品表面留火花紋效果也可以,接納了留火花紋處理。一般不會特意做電極加工火花紋,那樣成本較高。
對于塑料模具表面處理技術,我們用的最多的是皮紋。當然實際產品需要采用何種表面處理,還是要根據塑件的用途決定。





